راهنمای پولیش و براق نمودن سطوح پرینت شده| هوردیس

معمولاً در پرينترهاي سه بعدي با تکنولوژي Fused Deposition Modeling و يا تکنولوژي FDM مي توان لايه هاي پرينت را به راحتي مشاهده نمود. علت مشاهده لايه هاي پرينت آن است که در اين پرينترهاي سه بعدي عمل پرينت بصورت لايه به لايه انجام مي پذيرد و با تابش نور به اين لايه ها، هر لايه به راحتي قابل مشاهده خواهد بود. اين مشکلات معمولاً در پرينترهاي SLS و يا SLA کمتر خود را نشان مي دهد چراکه ضخامت لايه ها خيلي کمتر مي باشد.
حتماً مشاهده نموده ايد که بعضي از قطعات پرينت شده خيلي صاف و شفاف مي باشند درحاليکه قطعاتي که شما پرينت مي گيريد زبر و سطحي خشن دارند. در اين بخش روشهاي پوليش کاري و پرداخت کاري قطعات پرينت سه بعدي بصورت تصويري آموزش داده شده است تا بتوانيد قطعات پرينت شده را صاف و صيقلي نمائيد.
اين روش يکي از آسان ترين و در عين حال ارزان ترين روش پرداخت کاري و پوليش کاري مي باشد. جهت پوليش و صيقلي نمودن سطوح پرينت سه بعدي شده به مواد و ابزارهاي زير نياز داريد:
1- قوطي خالي آهني با درب (مثلاً قوطي رنگ)
2- دستمال کاغذي ضخيم
3- قيچي
4- آهن ربا
5- استون و يا حلال PLA
6- واشر آهني
اندازه قوطي خالي آهني با درب بستگي به اندازه قطعه پرينت شده شما دارد و حداقل مي بايست 2 برابر قطعه پرينت شده باشد تا لبه هاي قطعه پرينت شده به ديواره آن برخورد نکند. مي توان گفت قوطي آهني 4 کيلويي براي اکثر قطعات پرينت شده مناسب مي باشد. در صورتي که قطعه پرينت شده کوچک است از ظرف کوچکتر مي توانيد استفاده نمائيد. مراحل کار بصورت زير مي باشد:
1- سه عدد دستمال کاغذي را با استفاده از قيچي در اندازه هاي مناسب ببريد.
2- دستمال کاغذي ها را به صورت رديفي با استفاده از آهنربا به ديواره و کف قوطي فلزي بچسبانيد بطوريکه کل سطح داخلي را بپوشاند.
3- مقداري از حلال مناسب با قطعه پرينت شده (استون براي مواد ABS و حلال PLA براي مواد PLA) را در درون ظرف بريزيد بطوريکه تمامي دستمال کاغذي ها خيس و مرطوب شوند.
4- درب ظرف آهني را بصورت برعکس روي سطح صافي قرار داده و سپس با استفاده از واشرها، قطعه پرينت شده را در روي درب آهني طوري قرار دهيد که در مرکز درب قرار گيرد. هدف از استفاده از واشرها جلوگيري از تماس قطعه پرينت شده با درب قوطي مي باشد.
5- در نهايت ظرف آهني را بصورت برعکس طوري روي درب و قطعه قرار دهيد که در حين قرار دادن تماسي با قطعه نداشته باشد و آن را محکم فشار دهيد تا درب آن کاملاً بسته شود.
6- به مدت چهل دقيقه صبر نمائيد. توجه داشته باشيد که در اين مدت نبايد درب ظرف را باز نمائيد.
7- بعد از چهل دقيقه درب ظرف را برداريد. توجه داشته باشيد که هنوز خطوط پرينت قابل مشاهده خواهند بود ولي سطوح تا حدودي صاف شده اند. براي کامل شدن پروسه و از بين رفتن کامل خطوط مي بايست حداقل 24 ساعت صبر نمائيد تا سطح پرينت بطور کامل صاف و سراميکي گردد. نکته مهم اين است که با دست خود سطح پرينت را لمس نکنيد چرا که سطح پرينت خيس مي باشد و رد دست شما بر روي آن خواهد ماند.
8- نتيجه کار

يکي ديگر از روشهاي پرداخت سطوح که بيشتر در مورد سطوح صاف و بزرگ بکار برده مي شود سنباده کاري مي باشد. با استفاده از اين روش مي توانيد سطوح ناصاف پرينت شده را صاف و صيقلي نمود. همانطور که از اسم اين پروسه مشخص است اين پروسه شامل سنباده کاري قطعات با دست، تسمه سنباده و يا ماشين سنباده مي باشد. قطعات پرينت شده با استفاده از تکنولوژي FDM قابليت سنباده کاري دارند وي مي توان از سنباده که بسيار ارزان قيمت و قابل دسترس مي باشد جهت پرداخت سطوح استفاده نمود. معمولاض اکثر کاربران پرينترهاي سه بعدي از اين روش استفاده مي کنند. يکي از ايرادهاي اين روش آن است که نمي توان از اين روش براي سطوح پيچيده استفاده نمود و بيشتر براي سطوح صاف و قابل دسترس کاربرد دارد. توجه داشته باشيد که چنانچه دقت ابعادي قطعات براي شما مهم مي باشد در طراحي خود مقدار سنباده کاري را لحاظ کرده باشيد چراکه با سنباده زدن قطعات پرينت شده مقداري از مواد بصورت براده برداشته خواهد شد و اندازه ابعادي آنها تغيير خواهند کرد. نکته قابل توجه ديگر آن است که مواد ABS نسبت به مواد PLA نرم تر بوده و راحتتر سنباده مي خورند. همچنين براي راحتي مي توانيد از آب به همراه سنباده استفاده نمائيد چرا که آب مانع از گرم شدن مواد شده و کار سنباده کاري را راحتتر مي کند.

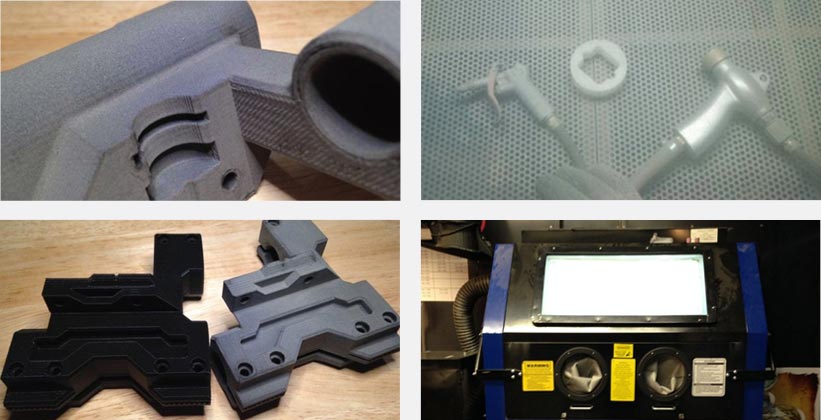
يکي ديگر از روشهاي پرداخت سطوح که بطور گسترده اي مورد استفاده قرار مي گيرد استفاده از دستگاه سند بلاست مي باشد. در اين روش، ذره هاي بسيار ريز ماسه و يا ساچمه هاي آهني بسيار ريز با سرعت بسيار بالا به سمت قطعه پرتاب مي شوند و اين ذره هاي ريز خطوط پرينت را از بين مي برند. اين روش بسيار سريع و کاربردي مي باشد و معمولاً بين 5 تا 10 دقيق زمان مي برد و در نهايت سطحي صاف و براق ايجاد خواهد شد که قابليت رنگ کاري و يا آبکاري دارد. اين روش بسيار کارآمد مي باشد و مي توان اين روش را براي تمامي مواد پرينترهاي سه بعدي بکار برد. با استفاده از اين روش مي توان قطعات کوچک و يا بزرگ و بسيار پيچيده و داراي خل و فرج بسيار را نيز پرداخت نمود. توجه داشته باشيد که سايز ذره هاي سند بلاست نقش بسيار اساسي در صافي سطح و همچنين صيقلي بودن سطوح دارد و در انتخاب و استفاده از ذره هاي مناسب مي بايست دقت نمائيد. در شکل زير نمونه اي از ماشين هاي سند بلاست سايز کوچک نشان داده شده است.
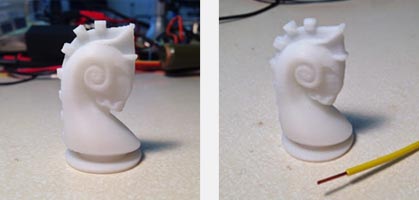
يکي ديگر از پروسه هاي پرداخت سطوح پرينت استفاده از مواد حلال THF که نام اختصاري مواد Tetrahydrofuran مي باشد است. اين روش بصورت دستي انجام مي پذيرد و نيازمند تجهيزات خاصي نمي باشد. البته قابل ذکر است که مي توانيد از اين ماده در حمام بخار براي مواد PLA نيز استفاده نمائيد ولي در اينجا تنها روش دستي آن توضيح داده مي شود و روش حمام بخار قبلاً توضيح داده شد. يکي از ايرادهاي اين روش، مواد مورد استفاده مي باشد که خطرناک مي باشد چرا که در هنگام تماس با هوا ايجاد اکسيد قابل اشتعال مي نمايد. براي جلوگيري از اين خطرات معمولاً مواد THF ها با مواد ديگري نظير BHT مخلوط مي شوند ولي توجه داشته باشيد که هيچ وقت از سشوار و يا دستگاه خشک کن در مجاورت اين مواد استفاده ننمائيد چراکه آتشزا مي باشد. همچنين بايد از اين مواد در محيط باز استفاده نمود و ظروفي که از آنها جهت اين مواد استفاده مي نمائيد بايد بطور مداول شسته شوند. جهت انجام پوليش دستي با استفاده از مواد THF، نيازمند دستکش و همچنين دستمال پارچه اي سفيد رنگ مي باشيد. گوشه اي از دستمال پارچه اي را با استفاده از مواد THF خيس کرده و به آرامي شروع به پوليش قطعه پرينت شده نمائيد. توجه داشته باشيد که با پوليش هر قسمت از قطعه، مقداري از مواد PLA بر روي پارچه باقي خواهند ماند و مي بايست از قسمت ديگر پارچه جهت پوليش ساير نقاط استفاده نمائيد. سعي نمائيد که جهت حرکت دست در هنگام پوليش هميشه در يک جهت باشد چراکه تاثير بسزايي در کيفيت کار خواهد داشت. بعد از پوليش تمام قسمتهاي قطعه، اجازه دهيد تا قطعه بطور کامل و بطور آهسته خشک گردد. در شکل زير نمونه پرينت شده با مواد PLA که با مواد THF پوليش شده است نمايش داده مي شود.
روش پرداخت سطوح با استفاده از آبکاری
پوشاندن سطوح پرينت شده با لايه نازکي از مس، نيکل و غيره باعث تغيير مشخصات مکانيکي، شيميايي و الکتريکي قطعات مي گردد و همچنين باعث مي گردد تا سطوح قطعات پرينت شده صاف و صيقلي ديده شوند. با استفاده از اين روش مي توانيد قطعات بسيار زيبا و صيقلي توليد نمائيد. در شکل زير نمونه اي از قطعات پرينت شده که آبکاري شده اند نشان داده شده است.
در اين قسمت به بررسي و نحوه انجام اين پروسه پرداخته شده است.
جهت شروع به کار نمونه پرينت شده را انتخاب نمائيد. نمونه انتخاب شده در اين قسمت با استفاده از مواد ABS پرينت شده است. همانطور که مشاهده مي نمائيد لايههاي پرينت به راحتي قابل مشاهده مي باشند. در آبکاري از جريان الکتريسيته جهت حل کردن يونهاي مثبت فلز استفاده مي شود و اين يونهاي مثبت يک لايه نازکي از فلز روي الکترود منفي که همان قطعه مورد نظر مي باشد تشکيل مي دهند. اين بدان معني است که جهت آبکاري قطعات نيازمند انتقال الکتريسيته از بين قطعه پرينت شده مي باشد. جهت اين کار، يک سيم مسي را مي بايست به قطعه مورد نظر وصل نمائيم تا اين قطعه نقش کاتود را بازي نمايد.
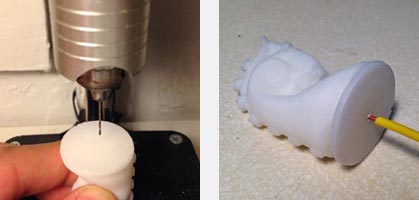
جهت ايجاد يک سطح رسانا روي قطعه مورد نظر مي توانيد مي توانيد از پودر گرافيت استفاده نمائيد. پودر گرافيت پودري ارزان قيمت بوده و به راحتي در بازار قابل تهيه مي باشد. پودر گرافيت را در يک ظرف که متناسب با اندازه قطعه پرينت شده مي باشد بريزيد. از آنجايي که حلال استون مواد ABS و حلال PLA مواد PLA را در خود حل مي کند مي توانيد از اين حلال ها جهت ايجاد يک سطح رسانا استفاده نمائيد. مقداري از استون و يا حلال PLA جهت مواد PLA را در داخل ظرف ريخته و آن را هم بزنيد تا با پودر گرافيت مخلوط گردد. سپس با استفاده از يک قلم مو مخلوط ايجاد شده را روي سطح قطعه پرينت شده اعمال نمائيد. اين کار را چندين بار تکرار نمائيد تا سطح قطعه پرينت شده بطور کامل با گرافيت پوشانده شود. سپس سر سيمي که به قطعه پرينت شده وصل مي باشد را به قطب منفي منبع تغذيه وصل نمائيد. بدين ترتيب قطعه مورد نظر همانند کاتود عمل خواهد کرد. از يک ميله مسي به عنوان آنود استفاده کرده و آن را به قطب مثبت منبع تغذيه وصل نمائيد.

همانطور که در شکل زير نشان داده شده است آنود و کاتود مي بايست در محلول سولفات مس قرار داده شوند.محلول سولفات مس به راحتي در بازار قابل تهيه مي باشد و نمونه اي از اين محلول در شکل زير نشان داده شده است. از آنجايي که گرافيت مقاومت الکتريکي بالاتري نسبت رساناهايي مانند مس دارد مي توانيد به راحتي حل شدن قطب آنود و يا همان مس را مشاهده نمائيد. بعد از 4 ساعت سطح قطعه پرينت شده بطور کامل با لايه اي از مس پوشانده خواهد شد. چنانچه بخواهيد ضخامت لايه مس روي قطعه مورد نظر ضخيمتر باشد مي¬توانيد زمان آبکاري را از 4 ساعت بيشتر نمائيد يا بر عکس.

با استفاده از يک برس آهني مي توانيد سطح آبکاري شده را پوليش کرده و جلا دهيد. در نهايت سطح بسيار زيبايي مطابق شکل زير خواهيد داشت. چنانچه از محلول نقره به جاي محلول سولفات مس و بجاي آنود مسي از آنود نقره اي استفاده نمائيد سطح قطعه پرينت شده نقره اي خواهد بود.





